

Remember the good old days when books were a reliable source of trustworthy information about how best to tackle a certain task?
Well, the internet can be a reliable source, but it can be hard to pick the right from the wrong within a deep sea of information. “Wrench like a pro” is an ongoing series explaining the tools, tricks, tools, tips, and tools for doing certain tasks correctly. Did I mention I’ll explain the tools?
In some cases there may be sketchier ways to reach your wrenching goal, but that’s not what I’m going for. Rather, this series is all about achieving an ideal outcome with a professional and repeatable approach.
And with that, let’s kick off this series with a guide to cutting carbon components. Whether you need to trim the length of a fork steerer tube, a fancy aero seatpost, or narrow those expensive mountain bike handlebars, this article has you covered.
If you’ve got the confidence to cut down a metal tube, then there’s little reason to fear carbon, plus you may be surprised to learn that it’s a task that doesn’t require a long list of specialist tools. Really all you need is some basic tools, a little patience, and the right techniques.
The material
In the context of bicycles, carbon fibre reinforced plastic (CFRP) is a material that combines carbon fibres with a polymer to give it structure. Cutting it correctly is different from how you would attack a metal tube. The fibre-based and directional nature of this material means care is needed to ensure you don’t accidentally cause the carbon fibres to split or fray from the polymer, something commonly known as delamination. Furthermore, carbon fibre has poor heat dispersion properties meaning it can quickly overheat and dull tools in use.
Before I continue, it’s important to note that not all carbon components are what they claim to be. It’s not too rare to find seatposts and handlebars that offer a cosmetic carbon wrap with an aluminium internal construction. Before you plan a cut, look down at the cross-section of the tube for any obvious differences in layer structure. Full carbon components will have a consistent look, won’t be excessively cold to touch, and they don’t sound like a metal tube when you flick them. This article focuses on full carbon components.


Great care is also needed to ensure the component you’re cutting doesn’t have an additional accessory or component stuck in it. It’s common to find seatposts with Di2 battery holders, fork steerers with compression plugs, and even mountain bike handlebars with tools in them. Before you cut your tube, make sure it’s hollow.
And then of course there’s the disclaimers. Cutting a carbon fibre tube doesn’t require an engineering degree, but equally, it’s a material that needs to be treated with care and respect. It’s entirely possible to make a carbon component unsafe to use through incorrect cutting and installation methods.
The tools and supplies
Ah yes, the tools – my favourite part.
At the most basic level, cutting carbon fibre components requires an appropriate cutting tool, a guide to keep the cutting tool running straight, and an abrasive for post-cut finishing. It’s one of those tasks where the more experience you have, the fewer tools you’ll seemingly need. You also want to take basic safety precautions to keep fine particle dust out of your lungs.
OK, let’s talk about the right tools.
Safety first
Cutting carbon fibre will produce a small amount of dust that has the potential for lung irritation or further harm. The main safety precaution is to mitigate airborne dust and there are a number of techniques for this, broken down into wet or dry.
The easiest technique is to keep the cutting instrument and component wet which will stop the dust from filling the air. Doing so can be as simple as using a low-cost plastic spray bottle with water. Meanwhile carbon component manufacturers will typically use a wet tile saw that automatically recycles water, coolant, or similar over the blade and component, helping to keep the part and tool cool and the air safe to breathe.
The alternative option is to keep things dry but remove the dust before it becomes airborne. The simplest way is to use a household vacuum cleaner that’s fitted with a HEPA-grade filter. Simply place the suction point directly where you’re cutting, or in some cases, over the cut point. Extra points for googly eyes on your shop vac.
Of course, there are ways to add further protection in addition to a vacuum. “If you can, do the work outside and put a box fan at your backside; any dust generated is being blown away from you,” explains Shawn Small of US-based carbon repair and tester Ruckus Composites. Meanwhile, Australian-based carbon fibre expert Raoul Luescher of Luescher Teknik uses a downdraft table where the entire work surface is effectively one big vacuum cleaner.
Regardless of your method, it’s recommended you wear an N95 or respirator mask to protect against any rogue dust. Similarly, wipe your components (and used tools) with a wet cloth or paper towel (and throw the cloth or towel away).

Further safety equipment includes gloves and protective eyewear. The gloves are more there to protect you against the risk of splinters (unlikely if you follow this guide), and protecting your eyes is just good practice around cutting tools. Some further and specific health and safety tips can be found in this video.
Tools for making a mark
I’m going to assume you know how to correctly decide on the appropriate length for your steerer tube, seatpost, or handlebar. At that point, you’ll need to mark where you wish to cut.
When cutting metal, it’s normal to scribe (scratch) the material where you want to make your cut. For carbon, I prefer a less-permanent and no-risk option – ink. My personal go-to is a white ink correction pen (called various things around the world). This creates a fine and non-permanent line that is extremely visible on carbon components. Alternatively you can use a silver or white marker pen. Posca ink pens are another great option, too.

Another approach (and strongly recommended by both Ruckus Composites and Luescher Teknik) is to tightly wrap the area of the cut with paper masking tape (aka painter’s tape). Most importantly, the masking tape will help prevent the carbon from delaminating during cutting. This is the same reason why some carpenters use it – to prevent tear-through when working with wood.
As a side benefit, the paper tape also gives an easy surface to draw your mark on and a bit of grip when starting the cut. It’s a matter of opinion over whether you use the masking tape to create the cut line, or simply draw the cut line somewhere in the middle of the tape. There is one stipulation if you’re going to use such tape, though. I’ll return to this in the saw guide section below.
Tools for making the cut
Cutting carbon obviously requires something to make the cut, and this is the most important element of tool selection. Using a rusty old hacksaw blade or cutting wheel that’s made for wood or soft metals will cause severe tearing of the layup. Best-case scenario, you’ll end up spending a long time trying to make it smooth; worst case, you’ll ruin the part.
Before I go any further, nobody I’ve consulted recommends using a pipe cutter – a tool designed for cutting metal pipes – when it comes to cutting carbon components. Using one introduces a high risk of delaminating the carbon layup through the compression this tool creates during cutting. Keep these plumber’s tools for metal tubes (and even then a hacksaw has its benefits, but I digress).
The most common cutting tool for carbon is a hacksaw handle and a suitable blade – it’s cheap, easy to handle, and can achieve great results. It doesn’t need to be anything special, either. A regular 300 mm/12” hacksaw handle (the quoted length is in reference to the blades it fits) from your local hardware store will do the trick. Just spend enough to get one with a comfortable handle, a stiff structure, and a quality-feeling tension screw (the part that secures the blade).

Your choice of blade is vastly more important.
Cutting through carbon fibre with a stock blade – typically 18 to 24 TPI (teeth per inch) will make more of a mess of your carbon than the cookie monster let loose in Phil Gaimon’s house. Those teeth will likely get caught up in the fibres and cause fraying/delaminating. Instead, you want a blade that either offers ultra-fine teeth or one designed to abrade through the material rather than cut it.
A fresh and ultra-fine tooth blade would have 32 TPI. “We often use carbide-tipped hacksaw blades in the 32 TPI [variety] with great success,” explained Small from Ruckus. “But be aware they also don’t last very long. You may only get 5-15 uses out of a carbide-tipped blade.” You should expect even less longevity from a cheaper steel blade.

According to Luescher, a big factor in that poor durability is related to the thermal properties of carbon fibre where the heat becomes concentrated on the tool. Here, and not unlike burning through a drill bit, the teeth of the saw quickly dull.
My preference is a tungsten carbide grit blade. Although slower to use, these tend to achieve a subtly cleaner finish all while offering superior tool durability. These abrasive blades are intended for cutting tiles and other ceramics, so your hardware store may have them for such purposes. Alternatively, the likes of Park Tool sell something similar for the specific task of cutting carbon components. Either way, just make sure the blade length is right for your hacksaw handle, and note that being a wider blade introduces further complexities if using a saw guide (covered next).

My personal saw for carbon is a Effetto Mariposa Carbocut, a somewhat odd 10” hacksaw that I bought way before anyone else was selling “carbon fibre blades”. It has served me very well for over a decade, but it’s not necessary to get anything fancy or specific like this.
And then we get to the tools of those cutting a lot of carbon. Luescher’s go-to tool is a Dremel (a high-speed electric rotary tool) with a small diamond wheel (Dremel #545) that’s designed for cutting hard ceramics, tiles, and other composite materials. “Cuts like butter” is how Luescher describes the effectiveness of these blades, and I can confirm that they make light work while leaving an impressively fray-free finish, assuming you have a steady hand. I’ve also found this method to produce more dust, so you’ll want to have that vacuum well-placed.

Meanwhile, the likes of Ruckus Components, along with a number of race service courses and frame manufacturers, use a wet tile saw (imagine a small drop-saw that keeps the blade wet) combined with a diamond cutting wheel and V-blocks for securing the part.
If you decide to use power tools such as a Dremel, it’s worth noting that Luescher doesn’t recommend using a more commonly available composite cut-off wheel. Not only does the thicker blade make it harder to be precise, it can also become extremely hot while cutting carbon, making it prone to fracturing.
Tools for keeping it straight
A straight and smoothly finished cut is a tell-tale sign of professional work. The right tools can make achieving a straight cut a simple process, while some highly skilled individuals are able to achieve similar results without such tools.
Personally, I’ve always used a bicycle-specific saw guide (used with a hacksaw) to achieve a straight cut with no anxiety. By contrast, Luescher’s vast experience means he’s comfortable using a tight wrap of masking tape as his guide, and merely follows the lip of that with his preferred Dremel-powered diamond wheel.

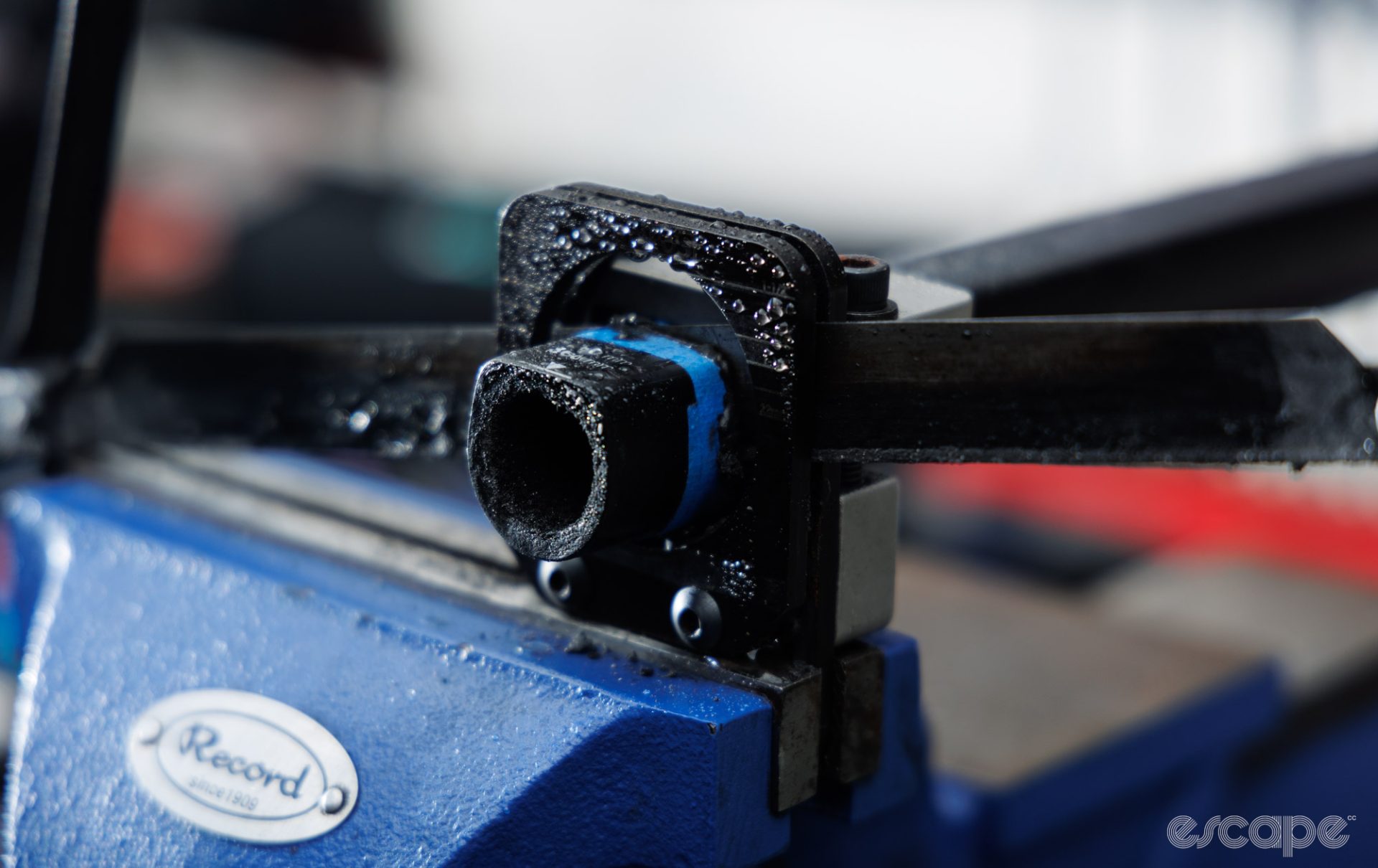
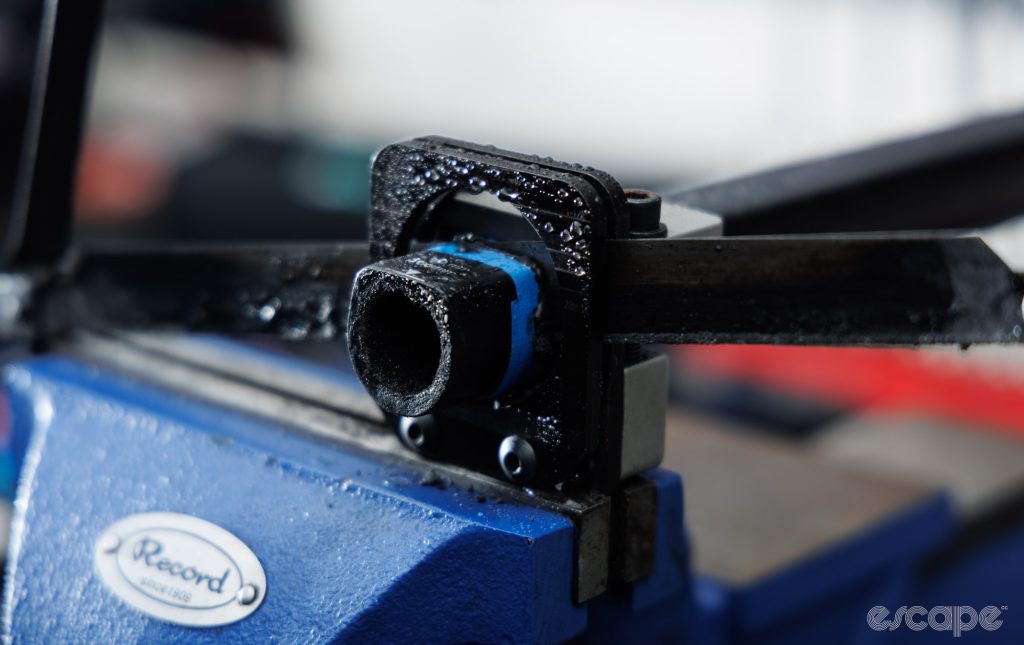
A dedicated saw guide is designed to clamp onto the component and provide a slot for the hacksaw blade to run through. Given the cost of carbon components (especially the proprietary variants), a saw guide is low-cost insurance against screwing up your cut. Most saw guides are designed to be mounted in a bench vice or they can be used with the component still attached to the bike. However, where things get tricky is that not all carbon parts are going to be the same diameter or even the same shape. Plus, not all guides are equal.
The simplest of bicycle saw guides are designed to cut round-shaped tubing and are therefore intended for mainstream steerer tubes, seatposts, and handlebars. Picking a saw guide suitable for your needs is a matter of first ensuring compatibility. Above all, make sure the shape and diameter capacity is suited to your needs. For example, if you’re really into your aero stuff then it’s quite likely you’ll want an airfoil-friendly guide such as the Park Tool SG-7.2. Meanwhile, if you’re into more traditional bikes then a simpler round-shaped guide from just about every other bicycle toolmaker will suffice.
Another key element to consider will depend on whether you use a high-tooth steel blade or a wider-grit blade. For example, the Park Tool SG-6 is spaced for use with a metal blade, while the SG-8 is effectively the same tool but with wider spacing for a grit blade.
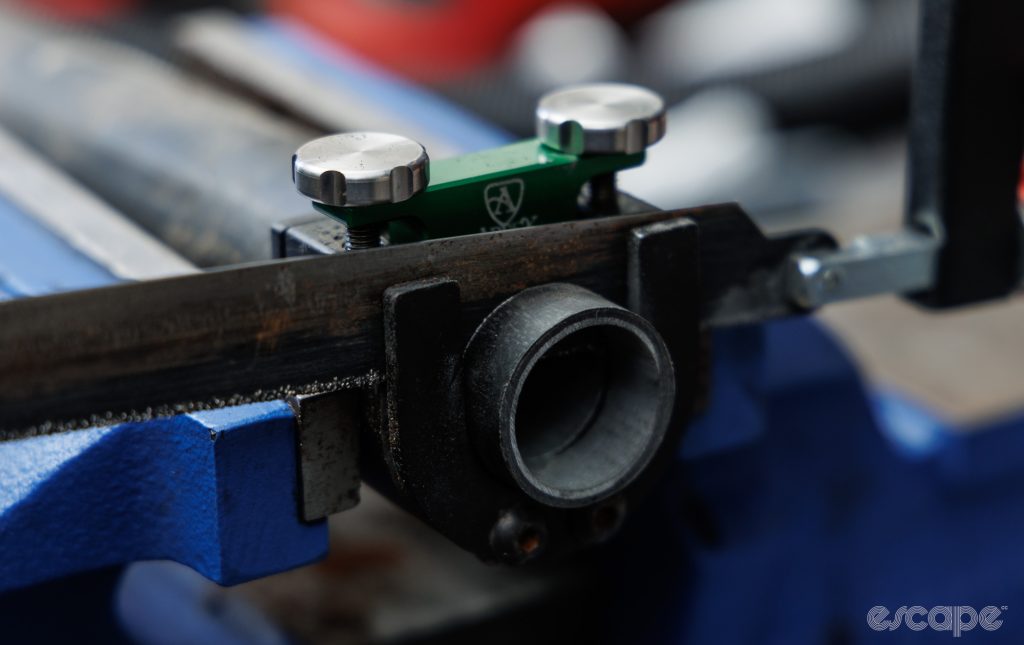
Some saw guides overcome this issue by providing two thickness slots. The Park Tool SG-7.2 (which also works with oversized and non-round parts) has two fixed-width slots, a feature that is also found on the Abbey Bike Tools and Unior saw guides. Meanwhile Pedro’s Pro Saw Guide has a single slot with a thickness plate that is positioned to suit the blade in use.
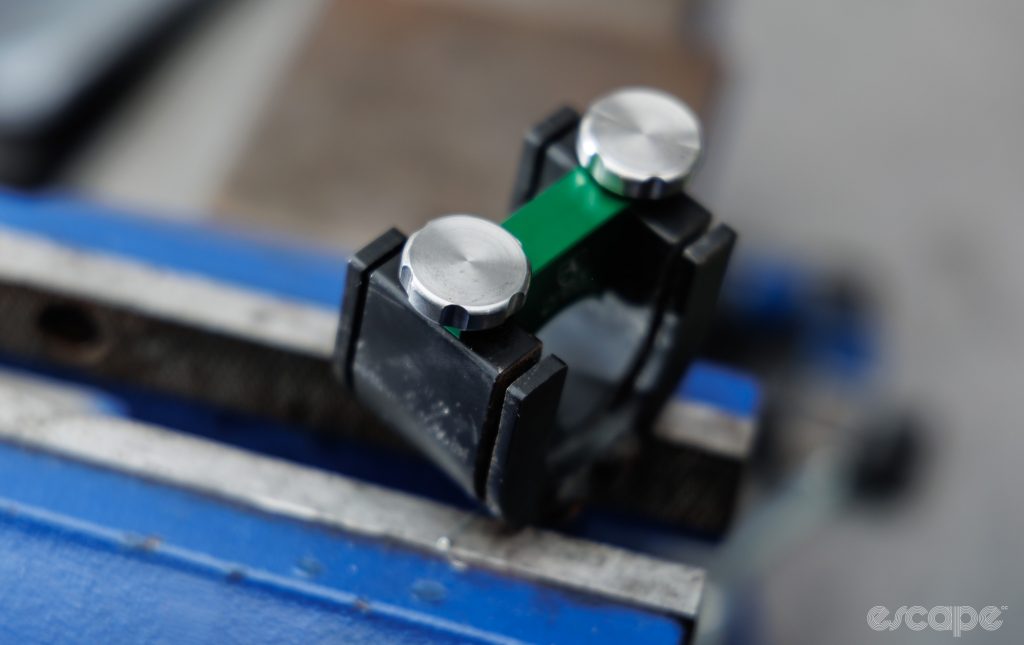
There are lots of saw guides on the market, and admittedly I haven’t yet tried them all. If I could only have one, I’d pick the Pedro’s Pro Saw Guide as it’ll handle everything from oversized steerers, to D-shaped seatposts, through to 22.2 mm handlebar ends, all while offering good alignment for the cut. I’d pick the Park Tool SG-7.2 as my second guide, simply because it fits every whacky aero tube shape out there – sadly it doesn’t produce the straightest of cuts.
And then there’s the Abbey Bike Tools Saw Guide which funnily enough is the one I use the most for its impressively straight cuts of 1 1/8″ steerers. It’s also greatly limited in what it fits and so it’s somewhat of a luxury extra.
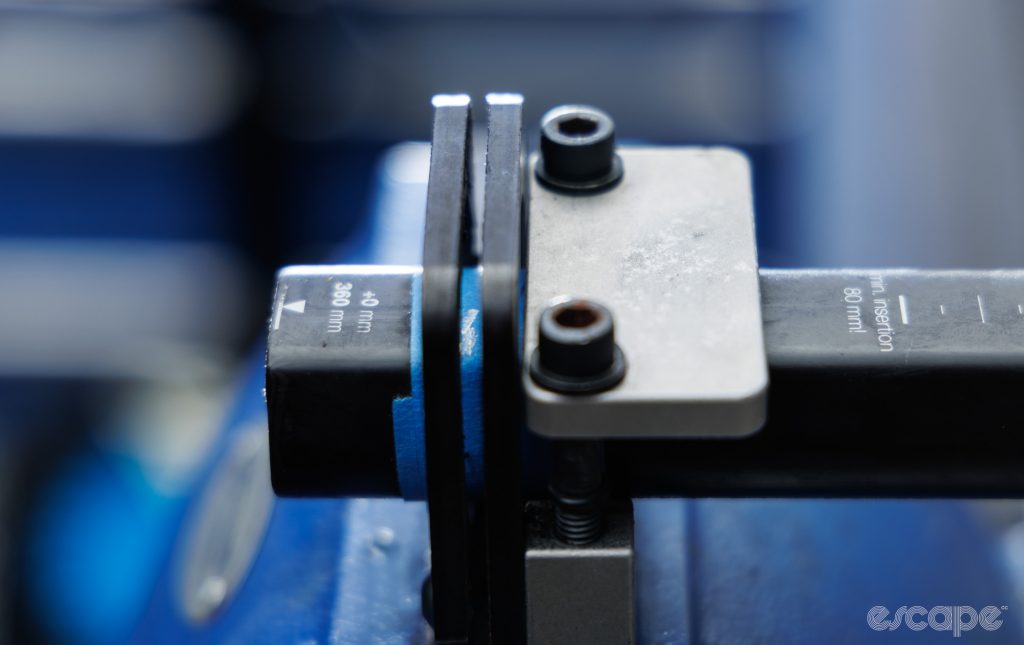
With all of these guides the ideal is to have the cutting slot as narrow as possible for the blade to slide smoothly while staying inline. The wider the slot, the more likely your cut will be a millimetre or two away from perfection. This is, unfortunately, my issue with the non-adjustable slots of the Park Tool SG-7.2.
Meanwhile, if a saw guide has bolts holding the saw guide front plate in place, then it’s more than likely you can customise the slot width to suit various saw blade thicknesses. For example, with a couple of small washers you can convert the previously mentioned Park Tool SG-6 to do exactly what the SG-8 does. I’ve also used small shims (old IS disc brake shims are still handy!) to micro-adjust the slot width in tools such as the Park Tool SG-6, Pedro’s, and Abbey Saw Guides for impressively straight edges.
Unfortunately, the cutting gap in the saw guide is not the only room for error. Other issues include: flex in the guide, manufacturing variances, and even how you use that wrap of masking tape.
Flex in the guide is only an issue when using the tool in a bench vice where the part to be cut can act as a lever upon the guide and cause a slight angle through the cut slot. Generally speaking, the deeper the saw guide and the more securely it holds the part, the more support it’ll offer in keeping the part square. Similarly, it can be tricky to find the balance between clamping the component tightly enough to avoid slipping, while reducing flex without risking crushing it. Go gently and see if the part moves or bounces in the guide and carefully adjust from there.

Meanwhile, the height difference between the component and a wrap of masking tape could also force a slight angle for your blade. This is something that Abbey Bike Tools has previously pointed to when explaining why its Saw Guide is sized specifically to a maximum 28.6 mm (1 1/8″) tube with no additional room for tape. If you choose to use masking tape, then try to continue an even wrap of it past the length of your saw guide so that the clamped and supported areas are all kept at an even height.
Perhaps the potential issues with saw guides reinforce why skilled professionals such as Ruckus Composites and Raoul Luescher don’t use such things in their line of work. Still, while using a saw guide and hacksaw may not be wholly perfect, it’s still the safer bet for many mechanics (myself included).
Tools for after the cut
Once a carbon component has been cut you’ll want to smooth off the edge to prevent the risk of delamination. Plus, regardless of the profession or purpose, jagged edges are rarely a sign of quality work.
Finishing off the cut is as simple as using a bit of wet and dry paper (aka sandpaper) or a relatively smooth hand file. “We ‘deburr’ all our cuts with 320-grit wet sandpaper,” said Small. “This will create a smooth edge when you need to slide a tighter headset top on and prevent any fiber edge tearing.”
Luescher also strongly recommends this practice, suggesting that you want to create a light bevel on the inner and outer edges of the tube to avoid the risk of catching a fibre edge.
My go-to for such a bevelled edge is a sanding tool from IceToolz (#16B1). This pink, nipple-shaped thing works much like a plumber’s pipe reamer but removes material like sandpaper. Just be careful with getting it wet as I’ve heard reports that this can cause the tool to crumble. Alternatively, Escape Collective community member Chris Heerschap has designed a similar 3D-printable tool that works with a bit of glue and a sheet of sandpaper.

Just as I warned you not to use a pipe cutter on carbon, I’ll also advise against using a traditional pipe reaming tool for deburring and beveling. These pipe reaming tools (such as the Ridgid 223S) are great on metal tubes, but the teeth on them can all too easily grab hold of a stray fibre or two.
The process (plus tips and techniques).
Time to put those tools to use!
Step one: Measure, measure, measure
Choose your preferred method for marking, with tape or not. Now grab that tape measure, ruler, or similar measurement method, and measure twice. Once you’ve measured twice, mark the cut, and then measure once more. You can always take more off; it’s far harder to add it back. Double-check that the cut line is clear and that the masking tape (if used) is secure.

Now prepare your safety precautions, whether that’s using the wetting-down method or one that entails a vacuum. Either way, don’t forget your mask.
Step two: Set the cut
It’s time to prep the cut. If using a saw guide, carefully clamp the part in place with the cutting slot roughly inline with your marked line. I like to carefully drop the blade into the saw guide slot and ensure it’s contacting at the point I want it to and then adjust accordingly. It’s also good practice to cut on the outside edge of your marked line. This way you’ll have a fraction of spare material to sand down in case the cut isn’t perfectly straight.
As covered previously, now is the time to check whether your saw guide is holding the component without flex and without a strange angle caused by the use of masking tape.
If you have nerves of steel (carbon fibre?) and are choosing to forego the use of a saw guide, now is the time to triple-check that your masking-taped guide line is perfectly straight and secure.
Step three: Making the cut
Alright, now the nerve-wracking part. Now is also the time to be patient and get those safety precautions in place!
Where cutting carbon fibre truly differs from cutting metal is in the technique. The nature of carbon fibre means that if you were to cut straight through the tube, there’s a reasonable risk the pressure from the blade will cause the final layers at the exit point to splinter and delaminate. According to Luescher, this is particularly true for fork steerers and carbon seatposts that commonly have fibres running in a single direction.
To prevent this, it’s good practice to always cut down on the carbon fibre. This means that once you’ve made it 90-95% of the way through your cut, you should aim to rotate the part 180º (or thereabouts) and then finish the cut toward the slot you’ve already made. Ignoring this step means there’s a good chance of pulling those last external fibres outward from the piece.


An alternative approach is to initially make a fine cut around the entire exterior of the tube before finishing with a single cut-through. This process will ensure that all the external fibres at risk of delaminating have already been separated.
If you’re using a hacksaw then you’ll want to pay close attention to ensure the blade is running evenly through the guide. Look to keep your elbow and wrist inline with the cut. If you’ve chosen to use a high-tooth metal blade, then you should aim to only apply pressure on the push of the saw, and not the pull (FYI, same goes for using a hand file). Meanwhile, if you’re using a grit-style blade, this requires an additional level of patience as the more force you apply, the more it can cause tearing in the carbon layup.
Again, patience is key regardless of your cutting method. Applying too much force to a hacksaw will cause the blade to shear through the component with far greater risk of fibre tearing and delamination. Be patient, let the blade do the cutting, and the end result will be better for it.

Step four: Nearing the end of the cut
OK, you’ve made it through most of the cut and you can see the blade will soon be free. Now is the time you’re at the highest risk of damaging the part – slow down, back off the pressure, and be delicate.
In most instances, this is the point where I’d keep the blade in the guide while I carefully loosen and rotate the part so that I’m no longer cutting downward on the final layers of material. Triple-check that the part didn’t move in its length, and proceed.
Some part shapes won’t let you rotate them in the guide as easily. In these cases, you can flip the part over and double-check your alignment by matching the hacksaw blade to the slots already cut into the part.
At this point I like to put a finger on the (soon-to-be) off-cut piece and support it to keep it inline with the rest of the part. I also aim to apply as little pressure to the hacksaw blade as possible – this can be slow going but is worth it to avoid tearing off that last strand of fibre.

Step five: Cleaning and sanding
OK, you’ve made it through the cut, but the risk of delamination isn’t over! At this point I like to grab a rag and wipe off any excess mess to see the quality of my edge. Only wipe toward the outer edge of your cut, as wiping inward can lift up a stray fibre and cause you to drop to your knees in anguish.
With the part clean, now is the time to grab the sandpaper or file and carefully add a small bevel to the inner and outer edges. It should be enough just to take the edge off – you’re not aiming to make a knife edge here! Once again, light pressure and patience is a virtue.


Step six: Sealing the cut
Finally, both Small and Luescher suggest sealing off the cut – a required practice in aerospace engineering. According to Luescher, leaving the cut exposed (which almost everyone in the bike industry does) has the potential for increased moisture ingress through the fibre layup in highly humid conditions – something that could lead to a weakened structure.
“We seal raw-cut ends on just about everything we do,” said Small. “Steerer tubes and handlebars can see a lot of moisture exposure, so we use traditional cyanoacrylate glue, which is the fancy term for super glue.” Meanwhile, Luescher suggests using a clear nail polish or, better yet, a sealant epoxy.

The finished product
The end result should look closely comparable to or even indistinguishable from a factory finish. It should be something that makes you proud to remove your seatpost or stem with others around.

And with that, happy cutting! As always, if you have any questions, please feel free to leave them in the comments below.
What did you think of this story?